
“LvYe”" is a national high-tech enterprise integrating collaborative innovation in "production, education, and research." Specializing in customized development of non-standard equipment and integrated advanced technical packages, its core business focuses on process energy-saving integration, comprehensive waste heat recycling, and resource utilization. Leveraging the profound academic expertise of research institutions such as Tianjin University and Hebei University of Technology, we have established a robust R&D foundation, accumulating over 30 independent intellectual property patents and participating in the establishment of a research institute dedicated to process waste heat energy-saving and resource utilization technologies. Our products primarily serve industries including petroleum, petrochemicals, and chemicals, with years of specialized expertise in the fine chemical sector.
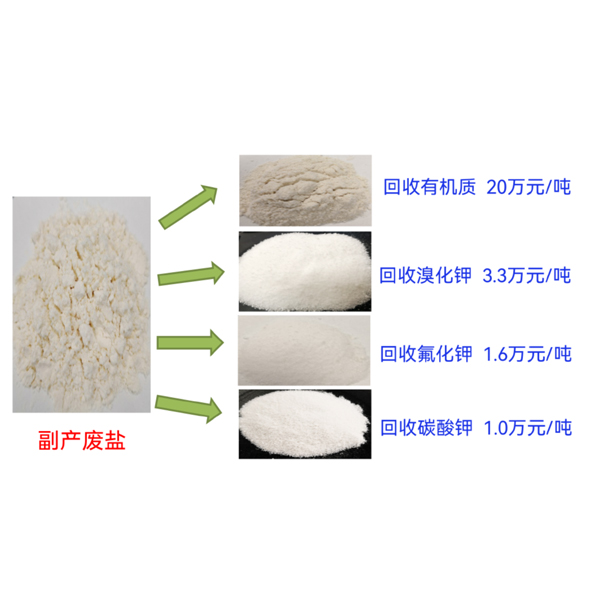
Leveraging its proprietary core R&D capabilities and technologies, "LvYe" has successfully developed and industrialized a series of key equipment, including the process gas twin-screw compressor system, twin-screw steam compressor heat pump system, and twin-spiral multiphase transfer rotor pump system. These system solutions have been widely applied in industries such as petroleum, petrochemicals, chemicals, environmental water treatment, and steel, serving as a primary supplier for major petrochemical and chemical enterprises like CNPC, Sinopec, CNOOC, and Shenghong Petrochemical. The company has been honored with titles such as "Innovative Enterprise" awarded by Tianjin, as well as certifications including "National High-Tech Enterprise" and "National Innovative Small and Medium-sized Enterprise," and has passed multiple authoritative system certifications. The R&D team consists of over 20 multidisciplinary professionals led by three PhDs and four master's graduates, forming a team that combines experienced, mid-career, and young members, demonstrating a proactive spirit and dynamism, with characteristics of youthfulness, specialization, and technical proficiency. The technical team has developed multiple processes for bromine and lithium salt extraction, crystallization, crystal form control, and resource utilization, achieving engineering industrialization in numerous domestic projects. Particularly in the synthetic active pharmaceutical ingredient industry, these applications have delivered substantial economic benefits to users.